���ݰ�չ������Ʒ����˾
��ַ������ʡ�����йغӶ�·��÷��71��
���䣺
��ϵ�ˣ�����
�绰��0519-88250859
���棺0519-88802273
�ֻ���18961236533
��ַ��www.czaozhan.com
һ�� 60�����͵��������о����㼰�������GB 197/196��
a. �о������ߴ����: �����о��Ļ����ߴ�=���ƴ�-�ݾ��ϵ��ֵ
��ʽ��ʾ:d/D-P��0.6495
��:������M8�����о��ļ���
8-1.25��0.6495=8-0.8119��7.188
b.���õ�6h�������о�����(���ݾ�Ϊ��)
����ֵ Ϊ��0��
����ֵΪP0.8-0.095 P1.00-0.112 P1.25-0.118
P1.5-0.132 P1.75-0.150 P2.0-0.16
P2.5-0.17
�����㹫ʽ�������ߴ�,����ֵ���㹫ʽd2-hes-Td2���о������ߴ�-ƫ��-����
M8��6h���о�����ֵ������ֵ7.188 ����ֵ:7.188-0.118=7.07
C���õ�6g���������о�����ƫ��: (���ݾ�Ϊ��)
P 0.80-0.024 P 1.00-0.026 P1.25-0.028 P1.5-0.032
P1.75-0.034 P2-0.038 P2.5-0.042
����ֵ���㹫ʽd2-ges�������ߴ�-ƫ��
����ֵ���㹫ʽd2-ges-Td2�������ߴ�-ƫ��-����
��M8��6g���о�����ֵ:����ֵ7.188-0.028=7.16 ����ֵ:7.188-0.028-0.118=7.042
ע:�����ϵ����ƹ������Դ���Ϊ,��ϸ�������ƹ�����Ӧ��Щ�仯,����ֻ�ǹ�����,�����˿��Ʋ���Խ���淶����,����������δһһ���.
�����ƵĹ�������ߴ�������ʵ���и������Ҫ��ľ��Ⱥ����Ƽӹ��豸�ļ�ѹ���IJ�ͬ����Ӧ����������о��ߴ�Ӵ�0.04��0.08֮��,Ϊ���ƹ������ֵ,�����ǹ�˾��M8������6g�������ƹ������ʵ��7.08��7.13���ڴ˷�Χ.
�ۿ��ǵ��������̵���Ҫ��������ʵ��������δ�����ȴ����ͱ��洦�����о���������Ӧ����������6h��Ϊ
���� 60���������о����㼰����(GB 197 /196)
a. 6H�������о�����(���ݾ�Ϊ��)
����ֵ:
P0.8+0.125 P1.00+0.150 P1.25+0.16 P1.5+0.180
P1.25+0.00 P2.0+0.212 P2.5+0.224
����ֵΪ��0��,
����ֵ���㹫ʽ2+TD2�������ߴ�+����
��M8-6H�������о�Ϊ:7.188+0.160=7.348 ����ֵ:7.188Ϊ����ֵ
b. �����Ƶ��о������ߴ���㹫ʽ����������ͬ��D2=D-P��0.6495���������о����ƴ�-�ݾ��ϵ��ֵ
c. 6G�������о�����ƫ��E1(���ݾ�Ϊ��)
P0.8+0.024 P1.00+0.026 P1.25+0.028 P1.5+0.032
P1.75+0.034 P1.00+0.026 P2.5+0.042
��:M8 6G���������о�����ֵ:7.188+0.026+0.16=7.374
����ֵ:7.188+0.026=7.214
����ֵ��ʽ2+GE1+TD2���о������ߴ�+ƫ��+����
����ֵ��ʽ2+GE1���о��ߴ�+ƫ��
���� �����ƴļ��㼰����(GB 197/196)
a. �����Ƶ�6h������ֵ������ֱ��ֵ ��M8Ϊ��8.00����ֵ����Ϊ��0��
b. �����Ƶ�6h��������ֵ����(���ݾ�Ϊ��)
P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265
P2.0-0.28 P2.5-0.335
�������㹫ʽ:d-Td �����ƴ����ߴ�-����
��:M8������6h�ߴ�:����Ϊ��8,����Ϊ��8-0.212=��7.788
c. ������6g���ļ����빫��
6g�������ƵĻ�ƫ��(���ݾ�Ϊ��)
P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 �C0.034
P2.0-0.038 P2.5-0.042
�����㹫ʽ d-ges �����ƴ����ߴ�-��ƫ��
�����㹫ʽ d-ges��Td �����ƴ����ߴ�-��ƫ��-����
��: M8 ������6g���� ����ֵ��8-0.028=��7.972
����ֵ��8-0.028-0.212=��7.76
ע:�����ƵĴ��������ƹ����������˿��/��˿�ֵ�����ĥ��̶���������,��������ֵ��ͬ��ë�������Ƽӹ����ߵĻ������������о��ɷ��ȳ��ּ��о�С���,��֮�о������С.
�ڶ�������ȴ����ͱ��洦���ȼӹ������,���ǵ��ӹ����̵Ĺ�ϵʵ������ʱӦ�����ƴ�����6h��������ֵ��0.04mm����,��M8���������ڴ�(��)˿�Ĵ�Ӧ��֤�ڦ�7.83���Ϻ�7.95����Ϊ��.
�ġ� ������С���ļ����빫��
a. ������С���Ļ����ߴ����(D1)
����С�������ߴ�=�����ƻ����ߴ�-�ݾ��ϵ��
��:������M8��С�������ߴ� 8-1.25��1.0825=6.646875��6.647
b. ������6H����С������(���ݾ�Ϊ��)��С��ֵ����
P0.8 +0. 2 P1.0 +0. 236 P1.25 +0.265 P1.5 +0.3 P1.75 +0.335
P2.0 +0.375 P2.5 +0.48
������6H��������ƫ�ʽD1+HE1��������С�������ߴ�+ƫ��
ע:6H������ƫֵΪ��0��
������6H��������ֵ���㹫ʽ=D1+HE1+TD1��������С�������ߴ�+ƫ��+����
��:6H��M8������С��������ֵ 6.647+0=6.647
6H��M8������С��������ֵ 6.647+0+0.265=6.912
c. ������6G����С������ƫ��(���ݾ�Ϊ��)��С��ֵ����
P0.8 +0.024 P1.0 +0.026 P1.25 +0.028 P1.5 +0.032 P1.75 +0.034
P2.0 +0.038 P2.5 +0.042
������6G����С������ֵ��ʽ=D1+GE1�������ƻ����ߴ�+ƫ��
��: 6G��M8������С��������ֵ 6.647+0.028=6.675
6G��M8������С��������ֵ��ʽD1+GE1+TD1�������ƻ����ߴ�+ƫ��+����
��: 6G��M8������С��������ֵ��6.647+0.028+0.265=6.94
ע:�������Ƶ�����ֱ�ӹ�ϵ�������Ƶij������صĴ�С,����ë��������Ӧ��������6H������ֵ����
���������Ƶļӹ�������,������С��ԽС����ӹ��ߡ���˿��ʹ��Ч������Ӱ��.��ʹ�õĽǶȽ���С��ԽСԽ��,���ۺϿ���ʱһ�����С����������������ֵ֮��,���������������ʱӦ����С��������ֵ������ֵ֮��
��������6G����С����ë�������пɰ�6H��ִ��,�侫�ȵȼ���Ҫ���������о��ĶƲ�,��ֻ�����Ƽӹ�ʱ����˿���о��ߴ�����ؿ��ǹ��С����
�塢 �ֶ�ͷ���ֶȷ�����
���ֶȷ����㹫ʽ:n=40/Z
n:Ϊ�ֶ�ͷӦת����ת��
Z:�����ĵȷ���
40:�ֶ�ͷ����
��:ϳ�������ļ���
���빫ʽ: n=40/6
����:�ٻ������:�ҳ���СԼ��2����Լ��,�������ӷ�ĸͬʱ����2��20/3.������ͬʱ��С��ȷֲ���.
�ڼ������:��ʱҪ���������ĸ����ֵ��ȷ��;����Ӵ˷�ĸ��ʱ���м���.
20��3=6(2/3)��nֵ,Ҳ���ֶ�ͷӦת��6(2/3)ת.��ʱ�ķ����ѱ�ɴ�����;����������������6Ϊ�ֶ�ͷӦת��6��Ȧ.�������ķ���2/3��ֻ����תһȦ��2/3,��ʱ�������¼���
�۷ֶȰ��ѡ�ü���:����һȦ�ļ���������ֶ�ͷ�ķֶȰ���ʵ��.����ʱ��һ��������2/3����ͬʱ����.��:���ͬʱ����14��ʱ�ķ���Ϊ28/42;��ͬʱ����10��ʱ,����Ϊ20/30;��ͬʱ����13��ʱ�ķ���Ϊ26/39����������ű����Ķ���Ҫ���ݷֶȰ�Ŀ�����ѡ��.
��ʱӦע��:��ѡ��ֶȰ�Ŀ���һ���ܱ���ĸ3����.��ǰ������е�42����3��14��,30����3��10��,39��3��13������
�ڷ�������������Ƿ��ӷ�ĸͬʱ������ȷֲ���,������е�
28/42=2/3��14=(2��14)/(3��14);20/30=2/3��10=(2��10)/(3��10);
26/39=2/3��13=(2��13)/(3��13)
28/42��ĸ42�����÷ֶ�����42���зֶ�;����28�������ֵĶ�λ������ǰ��ת��28��29����Ϊ���ֵĶ�λ��,20/30����30�ֶȰ���ǰ��ת��10��11����Ϊ���ֵĶ�λ��.26/39����39�ķֶȰ���ǰ��ת26��27����Ϊ���ֵĶ�λ��.
ϳ����(���ȷ�)ʱ���ɲ���42��,30��,39�ȱ�3�����Ŀ���Ϊ�ֶ�:��������ֱ�ת��6Ȧ��,�ٷֱ������ֵĶ�λ������ǰ��ת28+1/ 10+1 / 26+!��29/11/27������Ϊ���ֵĶ�λ��
��2:ϳ 15�ݵij��ּ���
���빫ʽ: n=40/15
���� n=2(2/3)
��ת2��Ȧ��ѡ��3�����ķֶȿ���24,30,39,42.51.54.57,66�ȿװ�������ǰת��16,20,26,28,34,36,38,44��1��17��21��27��29��35��37��39��45����Ϊ���ֵĶ�λ�ס�
��3: ϳ 82�ݵķֶȼ���
���빫ʽ: n=40/82
���� n=20/41
��:ֻҪѡ41�ķֶȰ�,�����ֶ�λ������ת��20+1��21����Ϊ���ֵĶ�λ�ױ���
��4: ϳ51�ݵķֶȼ���
���빫ʽ n=40/51���ڴ�ʱ������������ֻ��ֱ��ѡ��,��ѡ51�ķֶȰ�,�����ֶ�λ������ת��51+1��52����Ϊ���ֵĶ�λ����
��5 ϳ 100�ݵķֶȼ���
���빫ʽ n=40/100
���� n=4/10=12/30
��ѡ30�ķֶȰ壬�����ֶ�λ������ת��12+1��13����Ϊ���ֵĶ�λ����
�����зֶȰ���������Ŀ���ʱ��Ӧ���ø�ʽ�ֶȷ����㣬���ڱ����㷽��֮�У�ʵ������ʱһ����ù��ݣ���ʽ�ֶȼ�����ʵ�ʲ�����Ϊ����
���� Բ�ڽ������εļ���
��ʽ����ԲD�������Աߣ�S�棩
S=0.866D ��ֱ����0.866(ϵ��)
�������Ա�(S��)��Բ(D)ֱ��
D=1.1547S ���Աߡ�1.1547(ϵ��)
�ߡ� ���湤��������Ա���ԽǼ���
��ʽ���������Ա�(S)��Խ�e
e=1.13s ���Աߡ�1.13
���������Ա�(s)��Խ�(e)
e=1.14s ���Աߡ�1.14(ϵ��)
�������ǶԱ�(s)��Խ�(D)��ͷ������ֱ��,Ӧ��(6.2��ʽ)�����Ա�(s��)��Բ(D)ֱ���������Ӵ���ƫ������ֵ��D��1.1547sƫ��������ֻ�ܹ���
�ˡ� Բ�ڽ��ķ��εļ���
��ʽ:��Բ(D)���ķ��ζԱ�(S��)
S=0.7071D ��ֱ����0.7071
���ķ��Ա�(S��)��Բ(D)
D =1.414S ���Աߡ�1.414
�š� ���湤����ķ��Ա���Խǵļ���
��ʽ�����ķ��Ա�(S)��Խ�(e)
e=1.4s ���Ա�(s)��1.4����
�����ķ��Ա�(s)��Խ�(e)
e=1.45s ���Ա�(s)��1.45ϵ��
ʮ�� ����������ļ���
��ʽ�� s20.866��H/m/k ���Աߡ��Աߡ�0.866������
ʮһ��Բ̨(Բ)����������
��ʽ 0.262H(D2+d2+D��d)��0.262���߶ȡ�(��ͷֱ������ͷֱ��+Сͷֱ����Сͷֱ��+��ͷֱ����Сͷֱ��)
ʮ������ȱ��(�����Բͷ)���������
��ʽ 3.1416h2(R-h/3) ��3.1416���߶ȡ��߶ȡ�(�뾶���߶ȡ�3)
ʮ������������˿�ļӹ��ߴ����
1.˿��D0�ļ���
��ʽ D0=D��(0.866025P/8)��(0.5~1.3)��˿�����ƻ����ߴ�+0.866025�ݾ��8��0.5��1.3
ע:0.5��1.3�Ķ���ѡ��Ӧ�����ݾ�Ĵ�С��ȷ��,�ݾ�ֵԽ����Ӧ����Сһ��ϵ��,��֮,�ݾ�ֵԽС����Ӧ���ô�һ��ϵ��
2.˿�о�(D2)�ļ���
��ʽ: D2=(3��0.866025P)/8��˿�о�=3��0.866025���ݾ��8
3.˿С��(D1)�ļ���
��ʽ: D1=(5��0.866025P)/8��˿С��=5��0.866025���ݾ��8
ʮ�ġ�������״����������ϳ��ȼ���
��֪:Բ�������ʽ��ֱ����ֱ����0.7854�����Ȼ�뾶���뾶��3.1416������
��d2��0.7854��L�� R2��3.1416��L
����ʱ����Ҫ���ϵ����X��ֱ����ֱ����0.7854��X�°뾶�°뾶��3.1416��ΪͶ�ϵij���
��ʽ=X/(3.1416R2)��X/0.7854d2
ʽ�е�X��ʾ��Ҫ���������ֵ
L��ʾʵ��Ͷ�ϵij�����ֵ
R/d��ʾʵ��Ͷ�ϵİ뾶��ֱ��
ʮ�塢�����ֻ������ֵĹ��ּ���
a. ���������ᶨ��24
b. �����ֹ��ּ����ǰ��ս����ݷֽ⼴ͬʱ�������С��ȷֲ�����ʵ�ֵ�
B1��b2ʾ��ͼΪ���ϱ���,b3��b4ʾ��ͼΪֱ�ӱ���
c. �������24�ķֽ�
c1ֱ�ӷֽ��Ϊ 2��12=24; 3��8=24; 4��6=24
c2��������ֽ�:
������5��24��5=120��ô120�Ϳɷֽ�Ϊ20��6; 3��40; 4��30; 6��20
������8�� 24��8=192��ô192�ͷֽ�Ϊ2��91; 91��2; 48��4; 4��48; 3��64; 64��3;
8��24; 24��8; 32��6; 6��32��������ʱӦ���ӹ�����ij���ͬʱ����ֱ���Ա��ڷֽ�Ϊֹ;
d. ���������ֽ�
d.1��ӹ����Ϊ15��ʱ�ļ���
��ʽ:24/15ͬʱ����10����240/150;�ֽ�ͬʱ���������3��(3��80)/(3��50)=80/50��ʱ�ɲ���b.4ʾ��ͼ���м�װһ������ּ��ڢٴ�װ80�������֢ڴ�װ50��������
d.2��ӹ����Ϊ77��ʱ�ļ���
��ʽ:24/77ͬʱ����90����2160/6930;�ֽ�(40��54)/(70/99)��ʱ�ɲ���b.1ʾ��ͼ��װ�����,���ǵ�����ʱ��װ�䷽��,1��3�����������,2 ��4Ҳ�����������1��2��4��3��2��4λ�ò��ʵ�����֮4��1��3��2��1��3ͬ���ܵ���
d.3��ӹ����Ϊ32��ʱ�ļ���
��ʽ: 24/32 ͬʱ����5����120/160;�ֽ�Ϊ��4��30��/��4��40��ͬʱ���������4���30/40��ʱ�ɲ���b.3ʾ��ͼ���м�װ������ּ��ڢٴ�װ30���֢ڴ�װ40����������
d.4��ӹ����Ϊ13��ʱ�ļ���
��ʽ: 24/13ͬʱ����100����2400/1300;�ֽ���(30��80)/(20��65)��ʱ�ɲ���b.2ʾ��ͼ����װ��,ע:Ϊʲô2400ʱ�ֽ�Ϊ30��80Ҳ�ɷֽ�40��60,��ʱӦ��װ�����ֵĻ����Ǻ϶���,ֻҪ���Ǻϼ���,�����ֳ���Ҳ�ɽ�2400�ֽ�Ϊ20��120����ͬ6.4��ʾ��ͼװ��
���³��ԣ�������˿,Ӣ����˿,��ʽ��ĸ-���ݰ�չ������Ʒ����(www.czaozhan.com)

��ز�Ʒ

- 304���ε�Ƭ

- 304��б��Ƭ

- ����п��ʽ��ĸ
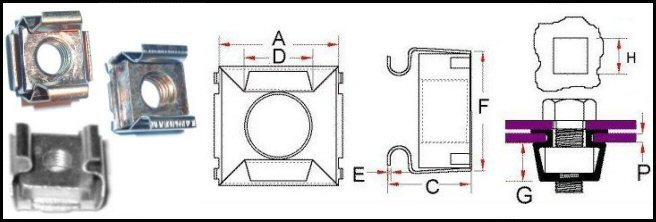
- ��ʽ��ĸ����