常州奥展金属制品有限公司
地址:江苏省常州市关河东路香梅花园71号
邮箱:
联系人:崔经理
电话:0519-88250859
传真:0519-88802273
手机:18961236533
马车螺丝三价铬钝化膜品质问题产生原因
由于受各种因素的影响,马车螺丝三价铬钝化膜质量疑问的缘由较多,主要有以下几种。
对钝化剂功用缺乏了解,生产前未进行必要的技能验证实验;钝化时间过短;钝化液没有用蒸溜水或去离子水制造;钝化液容积小,易老化,含铁、锌离子较高,未及时进行调整或有些更换;钝化液的PH值偏高或偏低,未进行及时检查和调整;⑥钝化液温度控制不严厉(偏低或偏高),违背技能标准;钝化液的三价铬离子偏低,未及时弥补补给剂;出光液含量低或已老化,或被铁离子污染,操作时未及时补加硝酸或更换;钝化时未充分搅拌钝化液和翻动工件;钝化时一次装料过多,翻动不均匀,钝化液带出较多,钝化液成分变化大。
马车螺丝三价铬钝化膜质量疑问的对策
1.镀层外观结晶应细密、光泽性好。三价铬是低铬酸钝化,钝化液无化学抛光效果,所以需要镀锌层质量有必要要好,均匀一起,钝化前有必要进行出光。
2.不相同公司供应的三价铬钝化液温度也不彻底相同,一般钝化温度以15~35℃为宜,温度过高钝化膜厚而疏松,结合力欠好;温度低,成膜慢,色淡膜薄。如果是在自动生产线上,最好温度应控制在25℃摆布,以保证同一时间内获得相同的颜色和钝化膜质量。
3.钝化时,镀锌件要与钝化液相对运动,这有利于镀液的对流和分散,使膜层均匀一起,并能避免镀件粘在一起,有必要选用压缩空气进行剧烈搅拌,否则难以保证钝化膜质量。
4.钝化时间以钝化液中的铬酸含量、活化剂浓度、PH值及工件温度而定,在自动生产线上格外重要,要保持在技能需要范围内。当其它条件相同时,夏天温度较高,钝化时间应恰当缩短,冬季要恰当延伸。
5.钝化完成后要彻底清洗,如有残留铬酸、镀锌层将很快遭到腐蚀,呈现“泛白点”缺陷。
6.钝化经吹干后,最好通过烘烤老化处置,以前进膜层的耐腐蚀性和结合力,但老化温度不宜过高,三价铬合适温度为80~100℃,六价铬合适温度为60~80℃,温度过高钝化膜会因脱水而龟裂,耐腐蚀性明显下降。老化时间也不宜过长,不应超过15min,否则耐腐蚀性下降。
7.三价铬钝化和水洗槽专用线应隔绝活动水槽和热水槽,避免六价铬溶液被带入。
8.钝化前检查钝化液及水洗槽中的液体颜色,如有反响应采用方法。
9.拟定分类管理预案,避免钝化液老化,控制铁、锌离子含量。
10.在商等第产品三价铬钝化中直接参与封闭剂,处置三价铬无自愈才能的缺陷。

相关产品

- 304波形垫片

- 304方斜垫片

- 环保锌卡式螺母
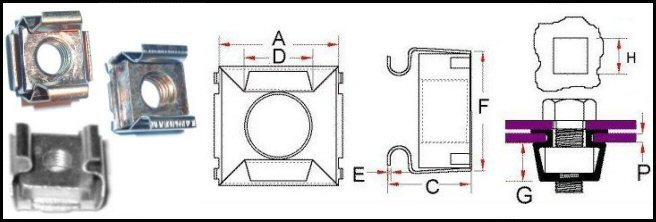
- 卡式螺母参数